Catégories
Liens

CamBam est un logiciel permettant de créer des fichiers d'usinage Gcode depuis un fichier CAO en .STL ou DAO en .DXF ou depuis son éditeur de dessin intégré. Ce logiciel est utilisé par des amateurs et des professionnels pour fraiser une grande variété de matériaux avec une CNC (Computer Numerical Control) ou Fraiseuse numérique. Cambam permet de programmer différente action d'usinage: percer, graver, contourner, vider une poche, etc
Au LFO nous disposons d'une Fraiseuse numérique 3040.
Actuellement CamBam supporte les fonctions suivantes:
Documentation ressources : http://www.atelier-des-fougeres.fr/Cambam/Aide/Introduction.htm
| Logiciel de dessin | Generateur de GCODE | Lecteur de GCODE |
|---|---|---|
| 2d:(.dxf) Inkscape, Illustrator, freecad… 3d:(.stl) Blender, OpenScad etc… | CamBam, Linux Cnc | Mach3, EMC2 |

Cet exemple de projet est une démonstration du processus général partant de l'importation d'un dessin jusqu'à la création du Gcode.




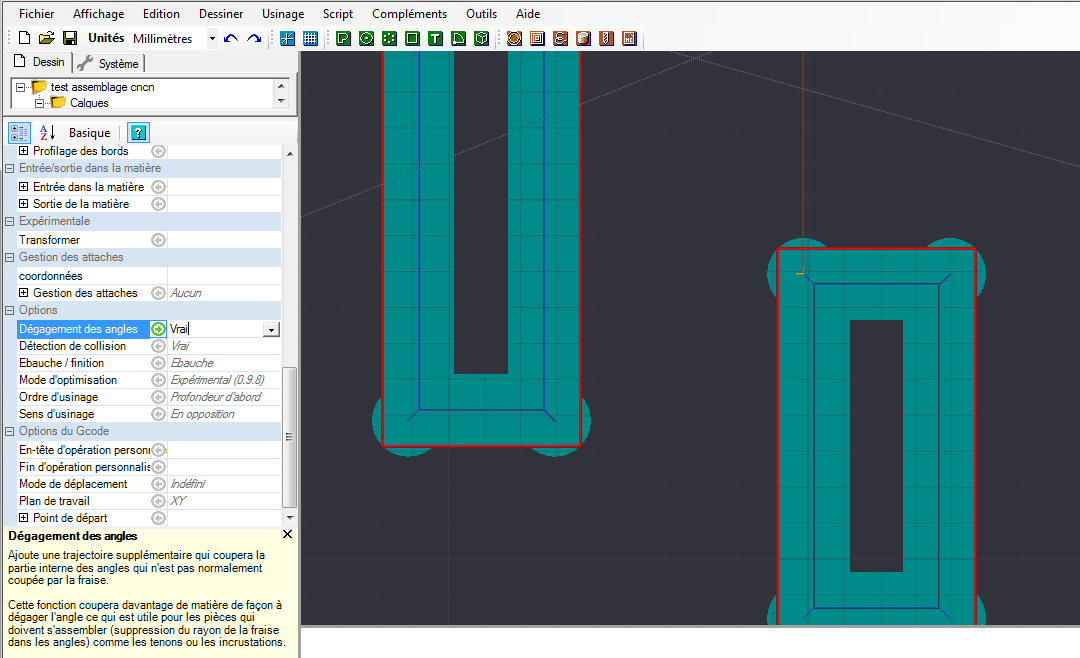
Les angles intérieurs, que le rayon de l'outil ne permet généralement pas d'atteindre, peuvent causer des problèmes s'ils définissent une forme à l'intérieur de laquelle une autre forme doit être insérée, comme avec un assemblage à onglets ou de la marqueterie.
L'option dégagement des angles (Corner Overcut)
On peut faire des bas relief grâce au profilage 3d…
c'est une opération qui peut être très longue si on ne fait pas les bons réglages…

Quelques trucs important à régler en plus de d'habitude:
Conseil pour profilage 3d :
Dans de la mousse vous pouvez passez directement a la seconde étape, si la profondeur finale n'est pas trop importante !
